1.1 偏移刀具法
偏移刀具法是指将刀具刀心径向外或向内偏移1个偏置量,并根据加工要求确定其轴向总下刀深度,再进行轴向分层铣削的1种轮廓加工方法。使用偏移刀具法要求具备2个条件:①使用成型刀具;②轴向有加工深度要求。
1.2 倒角刀
倒角加工是利用倒角刀的切削刃完成,与倒角刀底部是尖角结构还是平底结构无关。但底部是平底结构的倒角刀制造工艺性更好,且强度也优于底部是尖角结构倒角刀的强度,因此底部是平底结构的倒角刀更为常见。整体式倒角刀的结构如图1所示,刀尖角为90°,平底直径为d、刀杆直径为D,由这3个尺寸可得切削刃的轴向刃长h=(D-d)/2。该类型倒角刀一般采用整体式硬质合金材料制造。
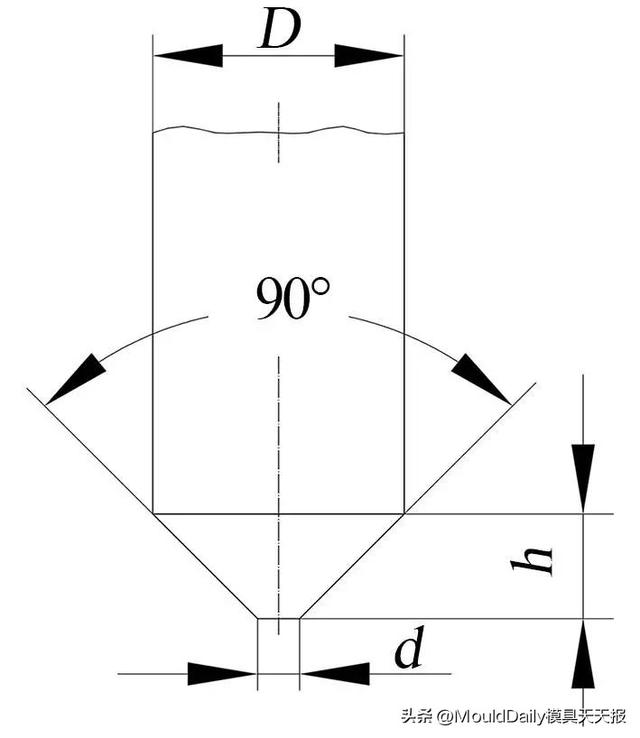

图1 整体式倒角刀结构示意图
1.3 倒角加工过程
图2所示为使用偏移刀具法进行轴端外轮廓倒角的刀具运动过程,倒角尺寸为Cx。图2(a)表示刀具定位至参考高度h1位置,一般取h1=5~10 mm,此时刀心O点与轴端顶部尖角A点在同一直线上;图2(b)表示刀具向外偏移e;图2(c)表示刀具定位至下刀位置,此时刀心至加工原点距离为h2,一般取h2=0.5~1 mm,根据图2(c)中刀具与工件的位置关系可知,刀具需要向下进刀h2+(e-d/2),切削刃才能与轴端顶部尖角A点接触;图2(d)表示切削刃刚好与轴端顶部尖角A点接触的临界位置,此时刀心至加工原点距离e-d/2,即刀心Z向坐标为–(e-d/2),此时刀具位置是刀具插补运动的临界位置,不需要将该位置编到程序中,此处是为便于分析下刀深度而设置;图2(e)表示刀具再向下进刀x,即进刀至总下刀深度,此时刀心至加工原点距离e-d/2+x,即刀心的Z向坐标为–(e-d/2+x),再通过圆弧插补即可加工Cx倒角。为保证刀具的定位安全(e>d/2),同时还要考虑总下刀深度不能超过刀具的轴向刃长h,即e-d/2+x≤h,得到d/2<e≤h+d/2-x。
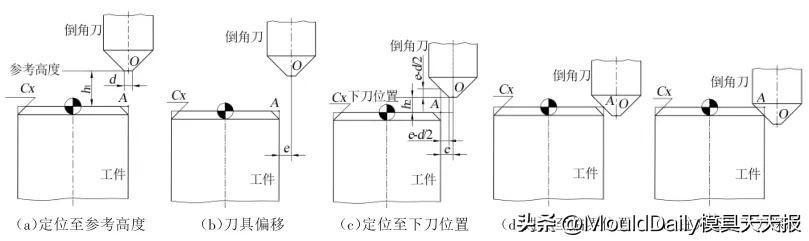
图2 倒角加工过程
实际加工时,如果倒角较小,刀具会从下刀位置直线插补至总下刀深度,刀具沿轮廓铣削一次即可完成倒角加工;如果倒角较大或工件材料较硬,为提高工件的表面质量和延长刀具使用寿命,轴向一般要进行分层铣削加工。
2程序编制及应用
2.1 案例分析
加工零件如图3所示,为80 mm×60 mm×20 mm的块状零件,外轮廓倒角尺寸为C2 mm、内轮廓倒角尺寸为C1.5 mm,零件材质为45钢。
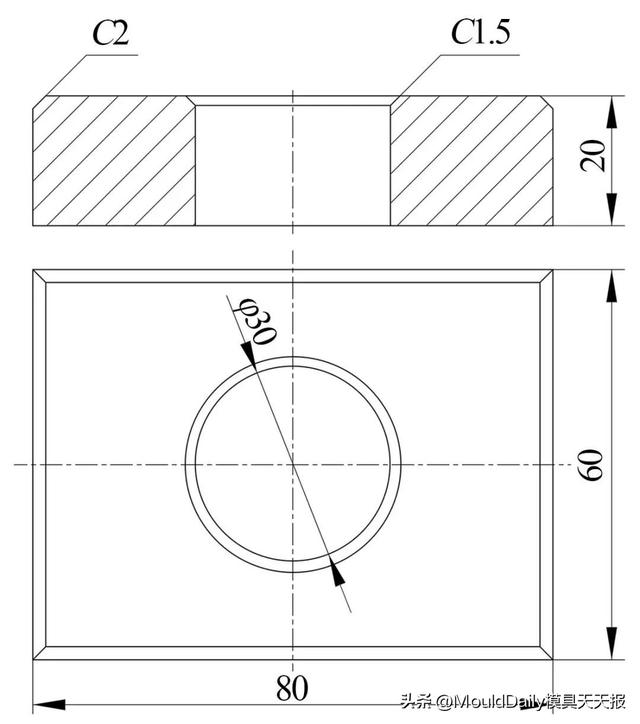
图3 加工零件
2.1.1 数控系统及使用刀具
使用FANUC Oi数控系统;刀具选用整体式硬质合金90°倒角刀(三刃、表面带涂层),可加工硬度60 HRC以下钢件,平底直径为φ0.2 mm,刀杆直径为φ6 mm,总长为50 mm。
2.1.2 切削用量选取
使用倒角刀初次加工时,应在刀具企业推荐的切削用量基础上适当降低数值,防止因转速(n)过高、进给量(F)过大而造成切削振动和噪音,影响零件表面质量。取n=5 000 r/min,F=500 mm/min;因倒角较大且加工的是钢件,故轴向需要分层铣削加工,取切削量

=0.3 mm。
2.2 基于宏程序的参数化程序设计
2.2.1 走刀路线设计
因圆弧切入、切出方式切削平稳、不产生振动、表面不留刀痕,零件表面质量好,故选择圆弧切入、切出方式设计内外轮廓的走刀路线。切入、切出圆弧半径取D/2=3 mm。因外轮廓为矩形线框轮廓,故在相邻直线转接处插入过渡圆弧,过渡圆弧的半径等于刀具偏移量e,此处e=0.6 mm。走刀路线设计如图4所示。
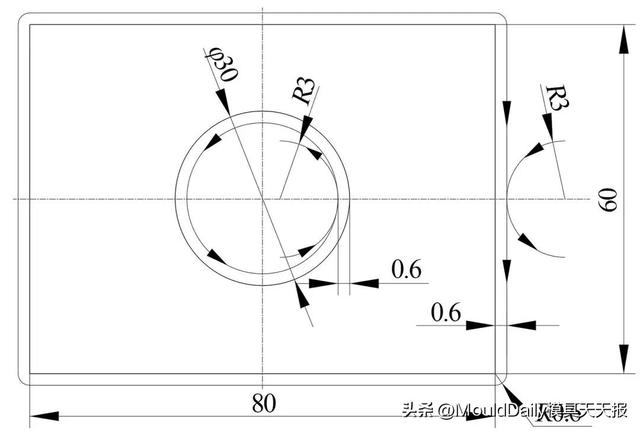
图4 走刀路线设计
2.2.2 倒角铣削的轴向分层
外轮廓总下刀深度=e-d/2+x=0.6–0.2/2+2=2.5 mm;内轮廓总下刀深度=0.6–0.2/2+1.5=2 mm。外轮廓轴向分层的总层数=FUP(2.5/0.3)= FUP(8.3)=9;内轮廓轴向分层的总层数=FUP(2/0.3)=FUP(6.7)=7;函数FUP()为FANUC系统上取整函数,其含义是如果函数括号内的算式计算结果是小数,那么函数FUP()将自动舍去小数位,向远离0的方向进1。
2.2.3 倒角刀的轴向定位
铣削外轮廓时,刀具Z向起刀点坐标=0.3×9–2.5–0.3=–0.1;铣削内轮廓Z向起刀点坐标=0.3×7–2–0.3=–0.2。
2.2.4 参数化程序设计思路
首先对外轮廓长、宽、倒角刀柄径、平底直径、倒角大小、刀具偏移量、计数器初始值等参数设计成变量,其次通过这些变量计算总下刀深度、轴向分层的总层数、起刀点的Z向坐标。利用条件转移功能进行轴向已加工层数与轴向分层的总层数进行比较,当轴向已加工层数不等于轴向分层的总层数时,程序跳转,继续轴向分层铣削;当轴向已加工层数等于轴向分层的总层数时,分层铣削结束,程序向下执行。
2.3 基于宏程序的参数化编程
根据上述分析,编制的参数化加工程序如下。
(1)外轮廓程序代码及说明。
O0001//程序名
G90G40G49G54G17//程序初始化
S5000M3//主轴正转,5000r/min
T1M6//调用1号倒角刀
M8//切削液开
#1=80//外轮廓长80mm
#2=60//外轮廓宽60mm
#3=6//倒角刀柄径
#4=2//倒角大小
#5=0.2//倒角刀平底直径
#6=0.6//倒角刀刀心向外偏移量
#7=0.3//背吃刀量,每层铣0.3mm
#8=#2/2+#6//刀心Y向切削位置
#9=[#6-#5/2+#4]//总下刀深度
#10=0//计算器初始值
#11=FUP[#9/#7]//轴向分层的总层数
#12=#11*#7-#9-#7//倒角刀Z向起刀点
G0X[#1/2+#3/2]Y-[#8+#3/2]//倒角刀定位至切入圆弧起点
Z5//刀具定位至参考高度位置
Z0.5//刀具定位至下刀位置
N10G1Z#12F500//刀具直线插补至Z向起刀点
G3X#8Y0R[#3/2]//圆弧进刀
G1Y-[#2/2]//沿Y负向直线插补
G2X[#1/2]Y-[#2/2+#6]R#6//过渡圆弧顺时针插补
G1X-[#1/2]//沿X负向直线插补
G2X-[#1/2+#6]Y-[#2/2]R#6//过渡圆弧顺时针插补
G1Y[#2/2]//沿Y正向直线插补
G2X-[#1/2]Y[#2/2+#6]R#6//过渡圆弧顺时针插补
G1X[#1/2]//沿X正向直线插补
G2X[#1/2+#6]Y[#2/2]R#6//过渡圆弧顺时针插补
G1Y0//沿Y负向直线插补至圆弧进刀切入点
G3X[#8+#3/2]Y-[#3/2]R[#3/2]//圆弧退刀
G1Y[#3/2]//直线插补至切入圆弧起点
#10=#10+1//每铣完一层计数器加一
#12=#12-0.3//每铣完一层,刀具下降一个背吃刀量
IF[#10NE#11]GOTO10//当轴向已加工层数不等于轴向分层的总层数时,程序跳转至N10程序段,轴向分层铣削;当轴向已加工层数等于轴向分层的总层数时,分层铣削结束,程序向下执行。
G0Z5//刀具快速抬刀至参考高度位置
M9//切削液关
G91G28Z0//刀具返回参考点
M30//程序结束
(2)内轮廓程序代码及说明。
O0002//程序名
G90G40G49G54G17//程序初始化
S5000M3//主轴正转,5000r/min
T1M6//调用1号倒角刀
M8//切削液开
#1=30//孔径
#2=6//倒角刀柄径
#3=1.5//倒角大小
#4=0.2//倒角刀平底直径
#5=0.6//倒角刀刀心向内偏移量
#6=0.3//背吃刀量,每层铣0.3mm
#7=#1/2-#5//刀心X向切削位置
#8=[#5-#4/2+#3]//总下刀深度
#9=0//计数器初始值
#10=FUP[#8/#6]//轴向分层总层数
#11=#10*#6-#8-#6//倒角刀Z向起刀点
G0X[#7-#2/2]Y[-#2]//倒角刀定位至切入圆弧起点
Z5//刀具定位至参考高度位置
Z0.5//刀具定位至下刀位置
N10G1Z#11F500//刀具直线插补至Z向起刀点
G3X#7Y0R[#2/2]//圆弧进刀
X#7I-#7//整圆插补
X[#7-#2/2]Y[#2/2]R[#2/2]//圆弧退刀
G1Y[-#2/2]//直线插补至切入圆弧起点
#9=#9+1//每铣完一层计数器加一
#11=#11-0.3//每铣完一层,刀具下降一个背吃刀量
IF[#9NE#10]GOTO100//当轴向已加工层数不等于轴向分层的总层数时,程序跳转至N10程序段,轴向分层铣削;当轴向已加工层数等于轴向分层的总层数时,分层铣削结束,程序向下执行。
G0Z5//刀具快速抬刀至参考高度位置
M9//切削液关
G91G28Z0//刀具返回参考点
M30//程序结束
2.4 基于MasterCAM的自动编程
MasterCAM是基于PC 平台的集产品设计与数控编程加工于一体的CAD/CAM 软件[8]。将偏移刀具法用在基于MasterCAM软件的倒角铣削自动编程中,具有实际的工程意义和广泛的应用价值。
2.4.1 参数设置
(1)刀路选择。单击“刀路”-“外形”,系统弹出“线框串联”对话框,选择串联方式,如图5所示,拾取绘图区矩形线框,并将箭头方向调整为顺铣方向,如图6所示,单击确定按钮,系统弹出“2D刀具路径-外形铣削”对话框,如图7所示。

图5 “串联选项”对话框
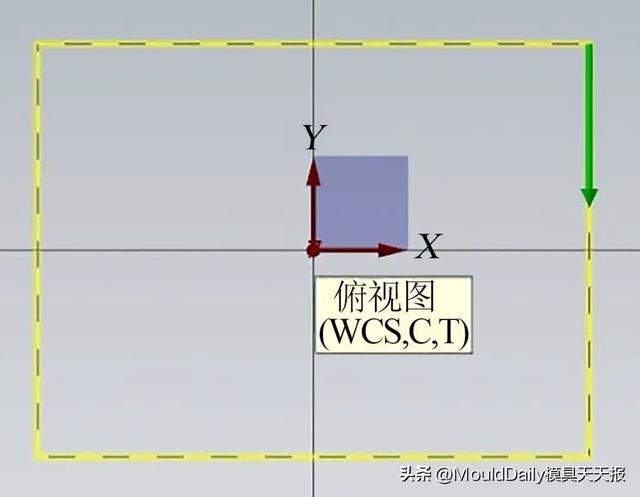
图6 外轮廓顺铣
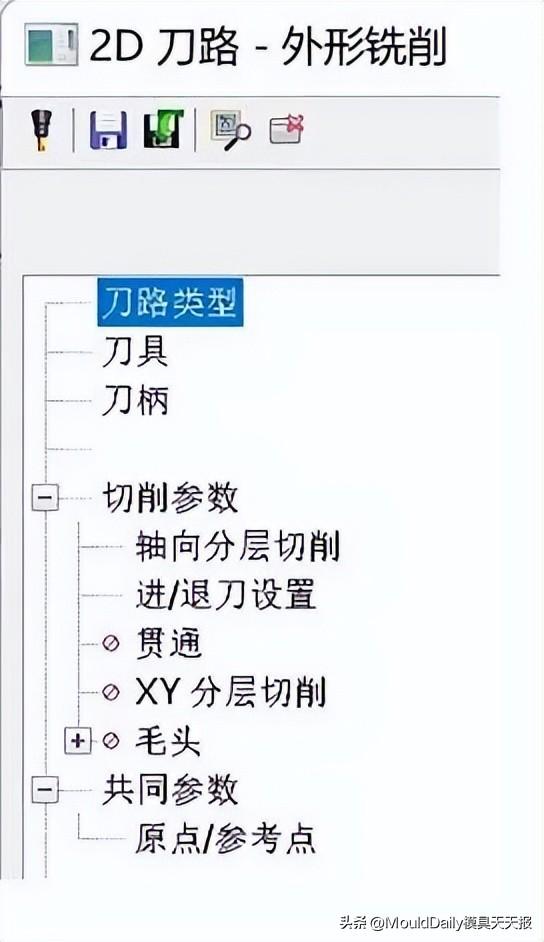
图7 2D刀路-外形铣削对话框
(2)创建刀具。选择“2D刀路-外形铣削”对话框中的“刀具”选项,在刀具列表中,单击鼠标右键,在弹出的快捷方式对话框中选择“创建刀具”选项,系统弹出“定义刀具”对话框,选择倒角刀,点击下一步,系统弹出定义倒角刀对话框,设置倒角刀角度为刀尖半角45°,其余尺寸按实际使用刀具规格设置,点击下一步,设置倒角刀的刀号为1、刀长补正为1、半径补正为1、刀齿数为3、主轴转速为 5 000 r/min、进给速率为500 mm/min,其余参数保持默认即可,单击确定按钮,完成刀具创建。
(3)切削参数设置。选择“2D刀路-外形铣削”对话框中的“切削参数”选项,壁边预留量即单边的加工余量,余量为负值表示加工后外轮廓尺寸比基本尺寸小,内轮廓比基本尺寸大。此处加工外轮廓时,刀心向外偏移量为0.6 mm,用刀具半径减去偏移量得3–0.6=2.4 mm,故设置外轮廓壁边预留量为–2.4 mm;加工内轮廓时,刀心向内偏移0.6 mm,故内轮廓的壁边预留量也为–2.4 mm。内、外壁边预留量设置如图8所示;在“轴向分层切削”选项中,设置轴向分层最大分层步进量为0.3 mm,精修量为0,其余切削参数保持默认即可。
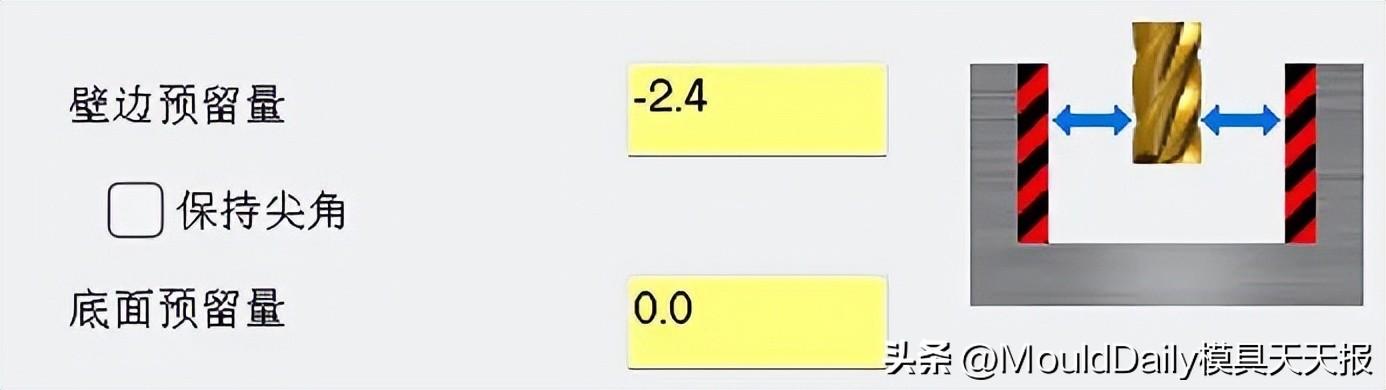
图8 内、外轮廓壁边预留量设置
(4)共同参数设置。选择“2D-刀路-外形铣削”对话框中的“共同参数”选项,弹出高度参数设置对话框,所有的高度参数都设置成绝对坐标,其数值与参数化程序中相关高度参数保持一致,即外轮廓高度参数设置如图9(a)所示,内轮廓高度参数设置如图9(b)所示,深度值设置成总下刀深度,外轮廓为-2.5 mm,内轮廓为-2 mm。
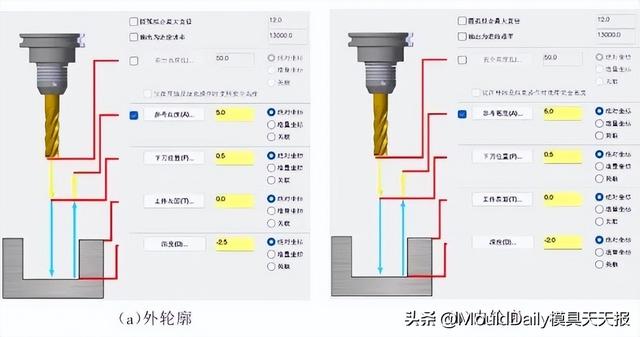
图9 高度参数设置
2.4.2 刀路仿真
添加毛坯实体模型后,单击“机床”-“实体仿真”,系统进入MasrterCAM模拟器,按播放按钮,可查看刀具运动及毛坯切除的情况,毛坯经仿真加工后如图10所示。
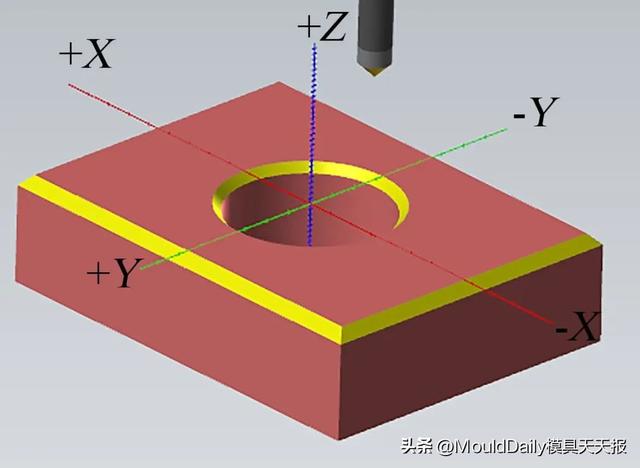
图10 MasrterCAM刀路仿真
3基于Vericut的仿真加工
Vericut是先进虚拟制造及数控加工仿真软件[9],具有强大自定义功能,可以轻松搭建与真实加工环境一致的仿真环境,而且其仿真完全基于G代码且支持宏功能。因此,在加工前利用Vericut软件进行加工程序验证可以避免因程序错误造成撞机、撞刀、过切等安全事故,减少了编程人员和加工人员犯错误的概率,提高了企业的加工效率。此处主要使用Vericut软件的分析功能,对毛坯经仿真加工后形成的模型与工件模型进行比较,据此判断是否存在过切和欠切现象。如果存在过切或欠切现象,那么在自动比较对话框的下方会出现“检查错误,检查报告”的报警提示,同时在毛坯模型有过切或欠切的部位会显示红色或蓝色;如果毛坯模型未出现红色和蓝色,那么说明程序正确。但有时也会出现因刀具模型、工件模型的显示精度低和比较公差设置过小所造成的过切假象,遇到这种情况应仔细甄别,排除该情况对判断程序正确性与否的干扰。将2种编程方法所得的加工程序在Vericut软件中仿真,经自动比较后,在自动比较对话框的下方均显示“没有区别”,同时毛坯模型也未出现红色和蓝色,表明加工程序没有产生过切或欠切,即验证了程序的正确性,也说明了使用偏移刀具法编程的有效性,自动比较对话框参数设置及比较结果显示如图11所示。
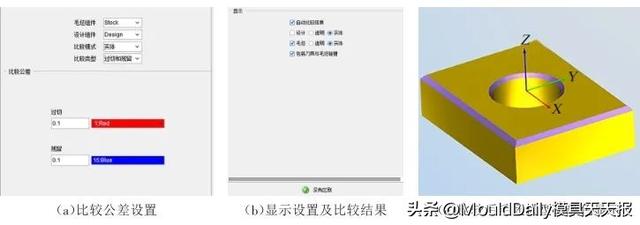
图11 自动比较对话框参数设置及比较结果显示
42种编程方法的比较和分析
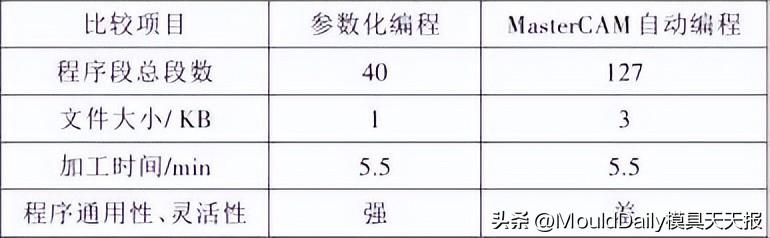
以上2种倒角铣削的编程方法是在走刀路线、切削用量、刀具定位高度、下刀深度一致的情况下进行研究,以外轮廓倒角铣削编程为例,2种编程方案比较如表1所示。从表1可以看出,2种编程方案加工倒角所用时间相同,但参数化编程程序段数更少,占用内存更小,而且程序的通用性和灵活性强,当块状零件的规格发生变化时,只需更改某几个变量值即可,无需重新编程。
表1 2种编程方法比较
▍原文作者:辛道银郭湘宇
▍作者单位:江苏信息职业技术学院
如若转载,请注明出处:https://www.vsaren.com/141652.html
相关推荐
-
淘宝举报电话号码,淘宝举报电话号码人工?
作为全球最大的网络交易平台,淘宝拥有数亿的用户,这些用户交易的商品数量庞大。难免会有些不良商家企图通过一些不正常的方式骗取消费者的钱财。针对这些不良商家,淘宝早已经有了严格的举报机…
-
淘宝卖家的信用积分达到()时,其信用等级升为1钻(买家信誉等级多少是一个钻)
“任老板,恭喜你,这个月你的诚信经营等级升到AA了!”5月初,在河南省洛阳市嵩县城关镇君悦商贸商行内,嵩县烟草专卖局(分公司)专管员贺树升为任利杰挂上了诚信等级牌。 近年来,为有效…
-
分级分类管理直播内容_促进行业健康有序发展
近年来,网络直播丰富网络文化内容供应,推动了技术和商业模式的创新,成为我国网络文化市场的重要组成部分。 一、直播打赏存在需要治理的问题 随着移动互联网的快速发展,网络直播行业愈发火…
-
短视频文案素材网站有哪些,短视频文案素材网站大全?
想做视频剪辑,没有文案素材怎么能行? 影视剪辑主要需要三步: 1.找电影或者电视剧视频下载。 2.根据内容编写解说文案、配音。 3.将文案、配音、音乐等,剪辑到视频内。 以上三点,…
-
如何快速致富赚钱游戏下载(如何快速致富赚钱游戏手游)
在我20出头的时候,我记得我跟她说过:我想要一堆孩子,一幢房子,房子里有很多书,还有足够的财富可以过上自由的生活。 今年我九十七岁,子孙满堂,《福布斯》富豪榜上有我的名字——我讨厌…
-
抖音过了4小时突然给推荐,抖音过了4小时突然给推荐抖音怎么上号?
在移动互联网快速发展的当下,抖音已经成为了很多人记录生活、分享趣味的重要工具。在抖音上拥有一个高曝光率的账号,可以让用户的视频得到更多人的关注,从而吸引更多的粉丝。但是,在抖音上怎…
-
培训机构客户服务及管理体系,教育培训机构客户分类及管理?
教育培训CRM系统的核心是建立人与人、平台与平台之间的连接,开放从线索获取、商机管理到订单收集、实时跟踪、智能分析、优化销售流程、缩短销售周期、提高客户服务管理等销售线索的数字…
-
某年某月_抖音,在某天在某年抖音?
最自作多情的就是这网络了,不管你是否愿意,就自作主张地把你所有的记忆全部保存下来,还按时发送给你,告诉你,某年某月的某一天,你都听了什么歌,那首歌你重复听了若干遍;告诉你,你都买了…
-
快手宇将军真实扛把子,快手宇将军夫人是谁?
有关网红“没毛病”,关注ks平台比较久的朋友,一定比较了解。在当年的那个“网黑”年代,“没毛病”绝对可以称得上是全网当之无愧的“王者级”存在。他喊出的那一句“风里雨里,裕华高速路口…
-
有声书录制兼职可靠吗,有声书录制兼职可靠吗?
一、 什么是有声书录制兼职 有声书录制兼职是指通过录制有声书籍来获得一定的收益,在国外这个市场已经非常成熟,但在国内还处于发展初期。而随着信息化的推动,近几年有声书籍的市场正在逐渐…