哈喽,大家晚上好呀~
今天周六了,大家都在家里休息吗?
昨天的答疑直播,大家都参与了吗?这个直播我们还会继续哦,请持续关注我!
今天给大家带来MCGS触摸屏如何与Q系列PLC进行RS232串口通讯
本文作者:陆冯


最近本人有幸接手一台四轴运动控制设备,由于该设备已经有较多的年头,设计它和维护它的工程师(还好有一个可以电话联系),以及设备图纸均已不知所踪,因此这台设备留下了5处重大故障(目前已经查到的),在这里就不再一一详细说明。
这套设备采用了三菱电机公司生产的Q02H型可编程控制器和昆仑通态TPC7062Ti型触摸屏来共同组成监控系统,两者之间是采用一根串口通讯线进行连接。但是我试了很长时间连接不上,这也是我遇到的这台设备的第5个问题。
因此,本文所详细阐述说明的是:如何解决MCGSTPC7062Ti 型触摸屏与 Q02H-PLC连接不上的问题;并向大家分享解决问题的艰难过程和思路。

经过长达1.5天的艰难调试,终于我成功实现了所有电气接线的重新布线、伺服参数设置和各轴正反限位传感器位置的调整,并完成四个轴的手动JOG功能和原点回归功能的编程,并在将PLC程序下载后,用PC电脑连接PLC进行在线强制M点位,能够成功实现四轴的手动JOG功能和原点回归功能。
此时,我就想着:咱们把触摸屏做了吧!触摸屏上用按钮关联这些M点,就可以实现在触摸屏上控制四轴的手动JOG功能和原点回归功能了,如果能够成功通讯、实现上下位机交互,接下来编写自动运行程序就好弄了。
可是,天不如人愿!MCGSTPC7062Ti 型触摸屏与 Q02H-PLC就是连接不上!!!
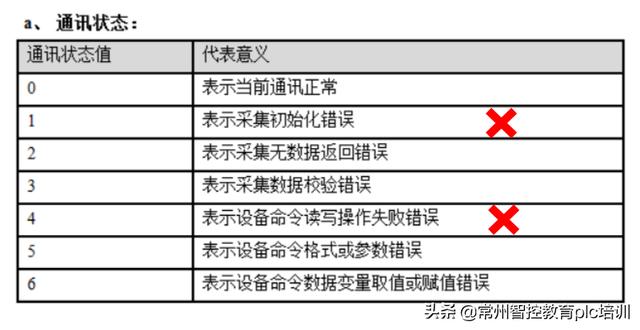
MCGS TPC7062Ti 型触摸屏通讯状态返回值就是不对!!!要么是“1”:采集初始化错误;要么是“4”:设备命令读写操作失败。
恼火啊!各种方法都试验了就是不对!!!
于是乎——设备下电!电脑关机!出去转一圈!
PS:
其实有时候遇到解决不了的问题时,我们需要静下心来想一下,给自己一个放松,如果一直揪着不放,带着极其烦躁的情绪,去处理技术问题,往往适得其反。
我仔细的了一下可能出现问题的方向:
- Q02H-PLC的RS232串口有问题;
- MCGS TPC7062 Ti触摸屏的COM口有问题;
- 串口通讯线有问题;
因此,我立即回来按照这些方向进行处理:
1.我们的设备虽然是在这里,但是不是由我设计,因此它的设备选型可能不对,是否是设备选错了?
MCGS TPC7062Ti 型触摸屏 与 Q02H-PLC根本就不能进行通讯,于是我到百度查阅资料,发现 两者之间是可以进行通讯的,但是网上也有很多人遇到这个问题卡在这里,在很多工控论坛上,成功者都是说的“含糊其辞”,而“卡住”的人的询问帖子依旧挂在那里,下面只有寥寥几句的评论。
2.那么它们两者之间是可以进行通讯的,是否是硬件问题呢?
首先,我先默认为MCGSTPC7062Ti 型触摸屏与 Q02H-PLC这俩货硬件没有问题,因为看上去成色很新,

如果,它俩坏了,换PLC或者换触摸屏,那也是笔不小的成本。
因此,我选择直接默认MCGSTPC7062Ti 型触摸屏与Q02H-PLC没有硬件问题,如果到最后实在没办法,我才会去进行换这种大成本元件。(这也是正常的思路,否则——这台设备直接不要了!买台新的,岂不美哉!?)
于是乎,串口通讯线进入我的思考范畴,RS232通讯有3根线,这三根线负责MCGSTPC7062Ti 型触摸屏COM口与Q02H-PLCRS-232口(编程口)之间的通讯连接。那么它是有问题的吗?

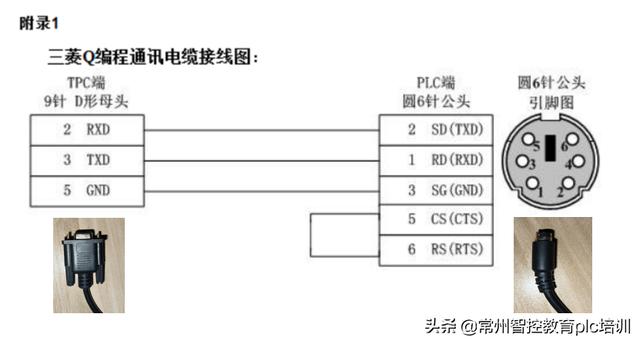
根据MCGS7.7组态软件的帮助菜单,我找到了这根线的脚位图纸:
|
名称 |
作用 |
|
SD(TXD) |
发出数据 |
|
RD(RXD) |
接收数据 |
|
SG(GND) |
信号地线 |
|
CS(CTS) |
清除发送 |
|
RS(RTS) |
请求发送 |
9针的D型接头和6针的圆孔接头,真正有效的就是3根线,要进行正确的脚位的对应,不过Q系列PLC还需要把圆孔6针的第5、6号脚位短接。这边给大家查阅了很多资料,翻译了一下这些脚位名称的含义:
我根据上面的图纸和表格,用万用表打了一下,结果果然出了问题!脚位不对!我立即将这根串口通讯线从中间剪开,用万用表测出每一根线属于哪个脚位,再用用端子排把D型接头的线与圆孔接头的线进行正确的脚位连接,如下图:

1.在接好串口通讯线后,我立即进行新的组态工程搭建。根据资料查阅三菱Q系列PLC的串口通讯参数为:数据位为8位、停止位为1位、校验位为(奇校验);波特率为9600。
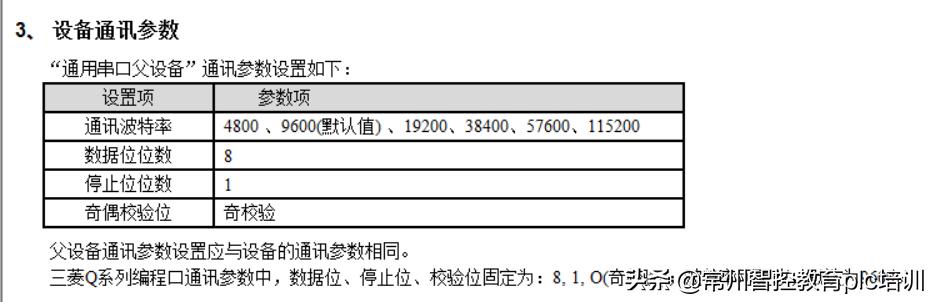
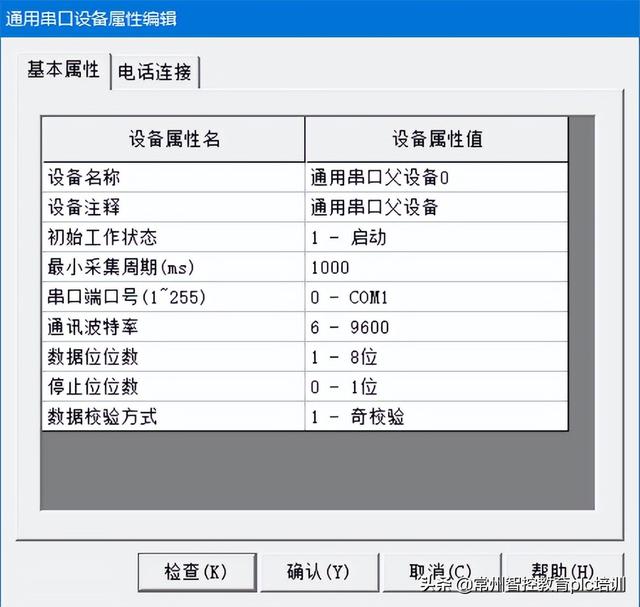
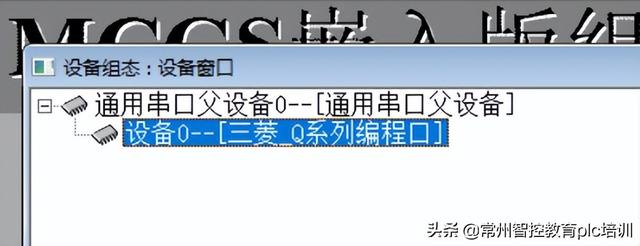
于是我便进行了通用串口父设备的添加与设置:
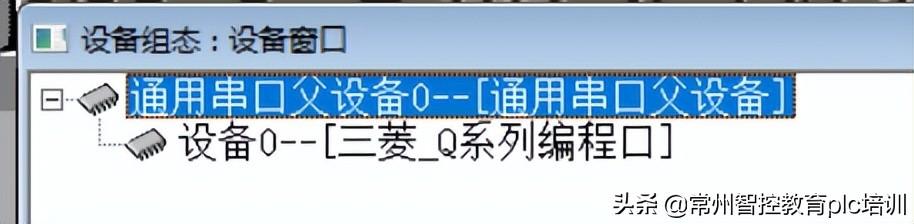
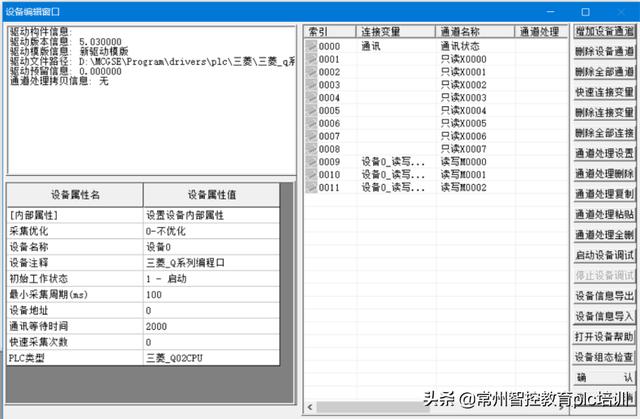
随后,又进行了添加子设备【设备0– 三菱_Q系列编程口】,设置如下:
终于,在完成上述工作后,我插上通讯线,设备重新上电,问题解决!nice!!!
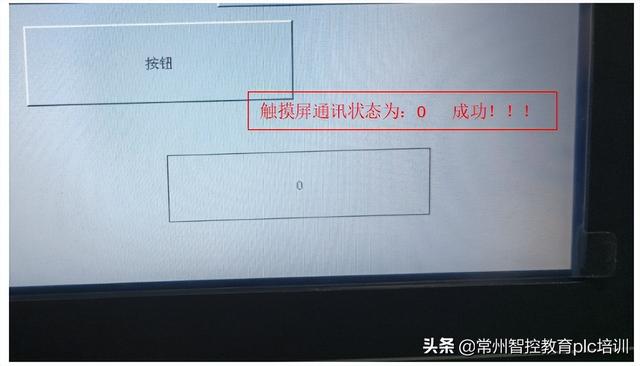
此技术问题解决成功后,当按下M0按钮,伺服轴开始手动JOG运动时,那种喜悦,比中了彩票还要兴奋!但是在这过程中有一些东西比技术更加重要!
PS:
1.完成任务的绝对信念——某个家企业把一台设备交到你的手上。你的任务就是让它安全、可靠、高效地进行运转,如果完成不了这个任务,我们就不能称之为一名合格的“电气工程师”!这和设备新旧程度、所处工况环境无关,我们要做的,就是去解决问题,并尽量减少成本。
2.在遇到不是由自己设计,且没有图纸的设备时,要学会在短时间内进行摸排电路、进行局部上电测试,并同时进行图纸的反向绘制!在这个过程中,要学会看手册、查资料(包含对英文资料的翻译)、翻百度。
3.相信自己、放平心态、切勿着急,慢慢理清思路,带着自己的理智与自信去处理问题;要有选择、有判断地接纳别人的技术意见,不能“见异思迁”,别人一说什么,就慌乱地去做什么,如同“抓到救命稻草”一样,因为有可能那是错的,或者是成本更加高的!(比如:我给某前任工程师打电话咨询时,他和我说——他串口也试过的,也一直通讯不上,建议在PLC上加一个QJ71E71-100以太网模块,用以太网模块和MCGS触摸屏通讯,很显然这个方案我们要进行深刻的考虑…….)
今天《MCGS触摸屏如何与Q系列PLC进行RS232串口通讯》小智就分享到这。
如若转载,请注明出处:https://www.vsaren.com/141603.html
相关推荐
-
京东黑号怎么恢复白号知乎,京东账号黑号怎么恢复白号?
4月12日,资深媒体人朱莉安Julian在社交平台上发文表示,一大早打开微博发现原来同事还在不遗余力地黑京东。由此,他不禁感慨,如果所有人都能知道京东2020年在武汉派人采取自杀式…
-
党员转正程序流程图(党员转正程序流程四个自信)
为进一步加强党组织的建设,不断保持党的先进性和纯洁性,努力建设一支高素质的党员教师队伍,7月1日下午,我校党支部在润行楼三楼会议室召开了以“传承红色基因、不忘育人使命”为主题的…
-
苹果手机删掉的朋友圈可以恢复吗,苹果手机删掉的朋友圈可以恢复吗知乎?
点击上方蓝字关注,桥上栎与你一起感悟情感生活。 文:栎 图:网络(若有侵权,请联系删除) 多年前,刚有微信的时候,每个人都像找到了一扇窗,可以透过这扇窗无限眺望,无论山高水远,总能…
-
b站粉丝牌等级价格表,b站粉丝牌21级到22级多少钱?
– 导语 广告、作品、观众三者之间如何“和平共处”是品牌主和创作者一直都在思考的问题,近年来知识区异军突起,品牌方该如何看待知识区的营销之势?UP主又该如何在此实现内容…
-
618电商概念股龙头有哪些,618电商概念股龙头有哪些2022?
今天是6月18号,也是一年一度的618电商狂欢节,估计很多人都在等着这一天选择购物。今年以来的消费经济,都比较低迷,今天的618或许销售金额会有一定的突破,从而刺激相关的题材投资机…
-
三十而已适合发朋友圈的图片,三十而已发朋友圈的句子?
阅读前点个“关注”,希望我的文字能给你带来温暖和能量,每天一起成长,一起变好,我是67。 在《在绝望中寻找希望》一书的封面后有这么一段话:不要太相信三十而立之类的话,不要太给自己压…
-
cfo培训(cfp培训)
双流会计培训班官网-成都双流益进会计培训地址在蓝光空港国际城二期4栋10楼1031。在会计行业,我相信每个人都不想一辈子只做会计和出纳,CFO首席财务官已经成为大多数会计师晋升的最…
-
开网店教程,网店创业指南?
因为觉得无聊,我突发奇想开了一个淘宝店铺,但其实我对这方面一窍不通。我想请教有经验的人,求指点。如果有志同道合的朋友,也希望能成为合作伙伴,一起赚大钱。 填写宝贝信息分类,设定上架…
-
艺考类培训学校哪家好南京(艺考类培训学校哪家好广州)
创艺传媒艺术培训学校(简称创艺教育)致力于高考艺术传媒类(广播电视编导、戏剧影视文学、播音与主持艺术、摄影、影视摄影与制作、影视表演、导演、文管、数字媒体艺术、空乘、模特等)专业及…
-
快团团团长排名前十(上海快团团团长排名)
当下的快团团,颇有一种淘宝C店巅峰时期的感觉,渠道里各路神仙打架,但与淘宝公域属性不同的是,快团团是私域电商,按照快团团的底层逻辑来讲,它的客户群体应该是3-6线城市的客户,更追求…